Если упростить до одной мысли: вся экономика РБУ держится на дозировании. Технолог видит “плывущую” подвижность и скачки прочности, механик — простои и “почему опять тензодатчик ругается”, снабжение — вечные вопросы по перерасходу цемента, а собственник — падение маржи, которое сложно объяснить цифрами. Это ровно те роли и боли, с которыми чаще всего сталкиваются владельцы и эксплуатация бетонных узлов.
Конкуренты обычно рассказывают про виды дозаторов и базовую интеграцию в АСУ — это полезно, но часто не хватает главного: как сделать дозирование стабильным на реальной площадке (влага инертных, мороз, налипание, сервис, человеческий фактор) и как не перепутать калибровку с поверкой. Ниже — разбор именно с этой практической стороны.
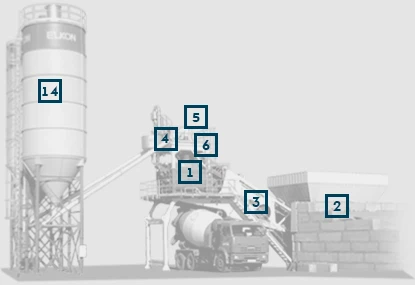
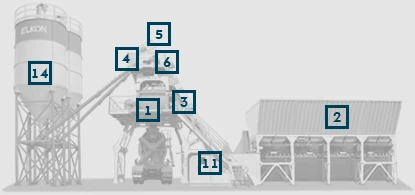
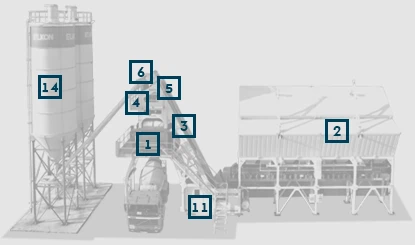
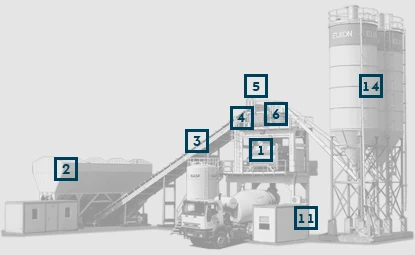
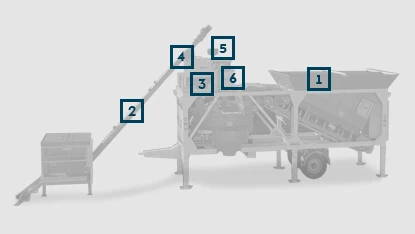
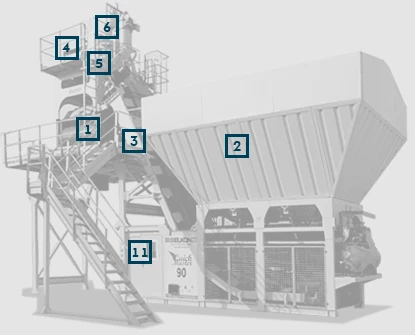
Какие дозаторы есть на РБУ/БСУ и за что каждый отвечает
На типовом бетонном заводе дозирование строится вокруг четырёх групп компонентов: инертные (щебень/песок), цемент, вода и химические добавки.
Каждый из этих узлов живёт в своих “болячках” — и если их не учитывать, можно получить ситуацию, когда завод формально работает, а качество и себестоимость “уплывают” от смены к смене.
Дозатор инертных материалов

Это самый “тяжёлый” и нагруженный узел. Он работает с крупными массами, вибрацией, пылью и часто с налипанием. Ошибки по инертным обычно не так заметны, как по цементу или воде, но они влияют на гранулометрию, удобоукладываемость и стабильность смеси.
Ключевые риски тут не только в тензодатчиках. Часто причина проблем — механическое “подклинивание” (платформа упирается в раму/упор, загрязнение подвижных частей, перекосы), а также влага песка, которая делает фактическую массу воды в рецепте другой.
Дозатор цемента (весовой дозатор БСУ/РБУ)
Цемент — главный “стоимостной” компонент, поэтому даже небольшое смещение по дозировке быстро превращается в деньги. Обычно цемент подаётся шнеком из силоса в весовой бункер (весовой дозатор), а дальше — в смеситель.
Для цемента критичны стабильная подача, защита от зависания/сводообразования и корректная калибровка — иначе получите то, что бухгалтерия потом видит как “непонятный перерасход”.
Дозатор воды для бетонных заводов (дозатор воды БСУ/РБУ)
Вода кажется самым простым компонентом, но на практике именно она часто “ломает” повторяемость, потому что:
-
на воду завязана подвижность/В/Ц,
-
зимой меняется температура/вязкость/режим подогрева,
-
часть воды уже “сидит” во влажности песка.
Поэтому дозатор воды (весовой бак или расходомерный узел) — один из самых чувствительных узлов по стабильности.
Дозатор химических добавок для РБУ
Химия — это малые объёмы и высокий эффект. Ошибка даже небольшая может заметно поменять подвижность/время схватывания, а иногда и дать расслоение. На практике проблемы возникают из-за:
-
кристаллизации/загустения на холоде,
-
воздуха в линии и нестабильной работы насосов,
-
неправильной промывки/регламента.
Интеграция дозаторов в АСУ: что реально должно работать, кроме “запуска по рецепту”

У интеграции есть два уровня.
Первый — очевидный: АСУ получает сигнал с тензодатчиков/расходомеров, открывает затворы/клапаны, управляет шнеками и насосами, ведёт цикл по рецепту.
Второй — тот, из-за которого заводы либо “едут ровно”, либо постоянно тушат пожары:
-
логирование (факт дозирования по каждому компоненту на каждый замес, отклонения, причины остановок);
-
межблокировки (чтобы шнек не “сыпал в закрытое”, чтобы вода не уходила при аварии датчика, чтобы добавка не дозировалась при пустой ёмкости);
-
режимы обслуживания (калибровка, тестовые циклы, проверка клапанов/затворов, диагностика датчиков);
-
коррекции по влажности/температуре, если завод оснащён соответствующими датчиками и это предусмотрено технологией.
С точки зрения бизнеса это важнее “красивого интерфейса”: именно эти вещи снижают риск простоев и срывов сроков — а это одна из главных болей ЦА.
Какая точность дозирования считается нормой
Если опираться на требования к производству бетонных смесей, в ГОСТ 7473-2010 указаны предельные погрешности дозирования: для цемента, воды и добавок — до ±2%, для заполнителей — до ±3% (для пористых заполнителей — отдельные условия).
Важно понимать две вещи:
-
это “верхняя граница” по стандарту, а реальная цель может быть строже — в зависимости от требований проекта/заказчика и типа бетона;
-
даже если вы “в допуске”, плавающая погрешность (то плюс, то минус) будет бить по стабильности смеси и нервам технолога.
Калибровка и поверка: в чём разница и почему их нельзя смешивать
Калибровка — это настройка/проверка того, что показания дозатора соответствуют реальной массе/объёму. На практике она делается при запуске, после ремонтов, после замены тензодатчиков/весового преобразователя и периодически по регламенту. В материалах ELKON отдельно подчёркивается: калибровка выполняется с привязкой к эталону и не равна поверке.
Поверка — это уже процедура в рамках законодательства об обеспечении единства измерений: она проводится по установленному порядку и актуальна, когда средства измерений используются в сфере государственного регулирования. Базовый документ — 102-ФЗ, а порядок поверки дополнительно регламентируется профильными документами Минпромторга.
Практически это означает: калибровку вам нужно делать для стабильной работы завода почти всегда, а вот вопрос “нужна ли поверка именно ваших дозаторов” решается по тому, в какой сфере и как вы используете измерения (и это лучше уточнить с вашей метрологической службой/подрядчиком).
Практика: калибровка весовых дозаторов бетонного завода без “самодельных гирь”

Главная ошибка, которую я вижу на действующих узлах: пытаются калибровать “чем-то похожим на груз” — мешками, рельсами, кирпичами. Это даёт ложную уверенность и потом превращается в перерасход компонентов. ELKON отдельно предупреждает не использовать такие заменители и рекомендует работать с поверенными гирями.
Как выглядит нормальная калибровка в реальности (коротко и по делу):
-
Подготовка: очистить бункер/бак, убедиться, что платформа дозатора не цепляет раму, проверить крепёж тензодатчиков и кабели, убрать посторонние предметы.
-
Ноль: убедиться, что дозатор стабильно держит “0” без дрейфа.
-
Контрольный груз: использовать набор эталонных гирь нужной массы (для разных моделей завода требуемый калибровочный вес отличается; у ELKON он приведён в таблице по моделям).
-
Проверка по точкам: лучше не одной точкой “на максимуме”, а хотя бы двумя-тремя (частичная нагрузка → ближе к рабочей → контрольная).
-
Тестовый замес: после калибровки сделать контрольные замесы и посмотреть фактическую повторяемость по журналам АСУ.
-
Фиксация результата: зафиксировать дату, кто делал, каким грузом, какие отклонения были, и что меняли. Это критично для эксплуатации и расследования “почему поехало качество”.
Если у вас зима/мороз, заранее подумайте о калибровке “под сезон”: температура влияет на вязкость воды и поведение химии, а значит, в холодный период лучше проверить дозатор воды и дозатор химдобавок дополнительно.
Когда дозатор “врёт”: признаки, которые видно без лаборатории
Есть несколько типичных симптомов, по которым опытный технолог/механик быстро понимает, что проблема именно в дозировании:
-
Плывёт подвижность при неизменной рецептуре — часто виноваты вода (включая влажность песка) или добавка.
-
Вдруг вырос расход цемента при тех же объёмах производства — это сигнал смотреть цементный дозатор, работу шнека, налипание, калибровку.
-
Пошли “обрывы цикла” и ошибки датчиков — проверьте тензодатчики, кабельные линии, питание, влагозащиту, а также не упирается ли бункер в конструкцию (это классика после ремонтов/перемещений).
-
Химия “то есть, то нет” — часто проблема в насосе, воздушных пробках, вязкости на холоде и отсутствии промывки/обогрева.
Здесь важно не пытаться лечить “по ощущениям”. Самый быстрый путь — связать симптомы с журналом дозирования в АСУ и сделать контрольный цикл/проверку.
Как выбрать дозаторы или модернизировать узел дозирования: 7 вопросов, которые экономят месяцы
Чтобы не превращать выбор в бесконечное сравнение “железа”, обычно достаточно ответить на несколько вопросов:
-
Какая реальная производительность вам нужна в сезон, и сколько смен вы планируете? (Это влияет на размеры дозаторов и динамику подачи.)
-
Какие рецептуры и какие добавки будут в работе? (По химии важны материалы, промывка, обогрев и стабильность дозирования малых объёмов.)
-
Нужен ли контроль влажности инертных и автоматические корректировки?
-
Какая эксплуатация по климату: “тёплый цех” или площадка с морозами? (Это влияет на воду/химию и на требования к обогреву/защите.)
-
Как устроен сервис: кто обслуживает, какие регламенты, какие запчасти должны быть в резерве? (Простой — главный враг маржи.)
-
Нужна ли интеграция с учётом/ERP или достаточно отчётов из АСУ?
-
Кто будет оператором/технологом: есть опыт или требуется обучение под систему управления?
Регламент, который реально снижает простой
Большинство проблем с дозаторами “вылезают” не внезапно, а постепенно. Поэтому работает простой принцип: лучше короткие регулярные проверки, чем героический ремонт в сезон.
Минимальная база:
-
ежесменный визуальный осмотр узлов,
-
периодическая проверка нуля и стабильности показаний,
-
калибровка после вмешательств (замена датчика, ремонт затвора, перемещение узла),
-
сезонная проверка воды и химии перед холодным периодом,
-
фиксация всех работ в журнале обслуживания, чтобы потом не гадать, “когда началось”.
Итог: дозаторы — это не “дополнительная опция”, а управляемая точность
Если вы хотите стабильную марку и прогнозируемую себестоимость, начинайте не с “подкрутить рецепт”, а с того, чтобы дозаторы работали ровно, были корректно интегрированы в АСУ и регулярно проходили калибровку. Это одновременно закрывает потребности технолога (стабильность смеси), эксплуатации (меньше простоев), закупок (понятная комплектация и ЗИП) и руководителя (управляемая маржа).